It’s all about the coating
The coating is a fastener’s skin – an extra-durable protective shell that preserves the steel that it encases. But what types of coatings are there and what are their purposes? Bolted will provide you with a quick guide.

If you hold a steel fastener in your hand, it is almost never the actual steel that you touch. There is a thin coating between your fingers and the steel – just a few micrometers thick – that improves the fastener’s performance in one or more ways. It can protect against corrosion; it can give the material reduced friction; it can also enhance the aesthetic value, which is the case with chromed wheel bolts.
“The cheapest and simplest type of corrosion-preventive coating is pure galvanisation. Galvanisation offers adequate corrosion protection in many, but not all, cases,” says Lars Askengren, MD of SYF (the Swedish coating association).
When pure galvanisation is not enough, zinc alloys – a blend of zinc and other metals – can be used instead. If even greater protection is needed, zinc flakes can be used. Zinc flakes offer a number of advantages such as equal or better corrosion protection with a thinner layer and eliminated risk of hydrogen embrittlement.
Another purpose of the coating can be to lubricate the material. In order for torque-controlled pneumatic screwdrivers to tighten a bolt correctly, the right amount of friction is required. Friction-reducing substances such as polytetrafluoroethylene (most commonly known by the brand name Teflon) can be mixed in with the coating to control the amount of friction. Waxing is also used as a coating method for the same purpose.
Environmentally driven development. The transition to more environmentally sound techniques is a clear trend with respect to coatings.
“Above all, there is a major transition underway to minimise the use of hexavalent chrome (Cr6+). Since 2000, the EU has introduced tough restrictions regarding the way in which Cr6+ may be used in e.g., cars and electronic products,” says Ingegerd Annergren, department manager at the corrosion and metal research institute Swerea Kimab.
“Hexavalent chrome has been used extensively as the outermost layer on top of the actual coating. This applies, not least, to screws, which are handled in large quantities where they come in contact with each other and the outer coating is damaged. Cr6+ can repair this damage by forming different surface compounds but this reactive characteristic also makes it hazardous to the environment. As an alternative, nano-additives are being studied to see if they can provide the same self-repairing effect,” says Ingegerd Annergren.
Acceptable replacements for Cr6+ are available today but they are currently more expensive. Other coatings also have an environmental impact to one extent or another, through e.g., the use of chemicals and energy consumption. However, in many cases they nevertheless result in a reduced overall environmental impact according to Nord-Lock engineers.
More functions save money. Another trend in this area is the demand by more and more customers for coatings with a greater number of functions. Companies are increasingly conscious and it is becoming more common to pay a bit more for e.g., self-lubricating screws since this eliminates one working step and results in more efficient assembly.
Companies focus more and more on the total cost, noticing that a small increase in the purchase cost can lead to a considerable reduction in the ‘life-cycle-cost’. It is also becoming more common to colour the fastener when the coating is applied. This is sometimes for aesthetic reasons but it is also customary to use colour-coding to distinguish different components from one another.
 Corrosion protection is a complex process since it all depends on the ambient conditions. Material that is highly resistant to corrosion in a particular environment may be completely unsuitable and corrode quickly in other environments. Carbon steel and low-alloy steel, which eventually rust in damp environments, are otherwise very corrosion-resistant to concentrated sulphuric acid. And aluminium holds up well against nitric acid despite the fact that it corrodes readily when exposed to other strong acids and alkalis. Therefore, the choice of corrosion protection is determined by the exact conditions that the material will be exposed to: which acids, alkalis, salts, organic compounds, etc., will there be in the ambient environment? This makes it essential to always consult an expert when choosing a coating.
Corrosion protection is a complex process since it all depends on the ambient conditions. Material that is highly resistant to corrosion in a particular environment may be completely unsuitable and corrode quickly in other environments. Carbon steel and low-alloy steel, which eventually rust in damp environments, are otherwise very corrosion-resistant to concentrated sulphuric acid. And aluminium holds up well against nitric acid despite the fact that it corrodes readily when exposed to other strong acids and alkalis. Therefore, the choice of corrosion protection is determined by the exact conditions that the material will be exposed to: which acids, alkalis, salts, organic compounds, etc., will there be in the ambient environment? This makes it essential to always consult an expert when choosing a coating.
Salt spray tests
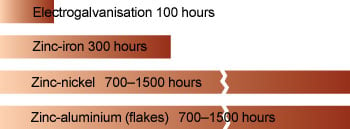
Standardised salt spray tests are used to measure the effectiveness of different types of corrosion protection. The results show the number of hours that the material can withstand a sprayed saline solution before visible white rust (zinc oxide) and red rust (ferric oxide) are formed.
Approximate values for different types of corrosion protection (hours to red rust)
Business arguments
- High-quality coatings reduce costs for, among other things, replacement parts, repairs and the loss of revenue due to corrosion damage.
- High-quality coatings make work more efficient, for example, by enabling self-lubrication and colour-coding.
- High-quality coatings, if carefully selected, result in a lower environmental impact (longer service life, reduced need for replacement parts, reduced need for transport, greater possibilities to recycle components).
- High-quality coatings lower the need for corrosion damage inspections in structures with high safety requirements.
Facts: Methods
Passivation
By creating a thin outermost layer of corrosion products, e.g. a metal oxide on a coating, the rate at which corrosion takes place can be reduced. This is called passivation and it is often done as a follow-up coating of zinc or a zinc alloy.
Hot dip galvanisation, hot dipping process
The material is given a coating by being dipped in molten metal (above 420 degrees Celsius for pure zinc). In most cases, this provides better protection than electrogalvanisation.
Chromisation
Chromisation, i.e., follow-up coating with hexavalent chrome (Cr6+), is now used less and less due to the fact that Cr6+ is very hazardous to the environment. Passivation is used instead (see above).
Electrogalvanisation, electrolysis
In the process of electrogalvanisation, the material is dipped in a solution containing metal ions and is connected to a source of electrical current, resulting in the formation of a thin coating on the surface of the material. One negative side effect is that hydrogen embrittlement – a reduction in structural strength – can occur in, for example, high-strength steel. However, this can be eliminated by follow-up treatment.
Phosphatising
During phosphatising, a thin coating of iron or zinc phosphate is deposited on the material. The phosphate coating offers a certain amount of corrosion protection while at the same time providing a good surface for painting or lubrication. Both untreated and zinc-coated steel objects can be phosphatised.
Zinc flakes
The material is dipped in a solution containing metal flakes/scales. It is then heated so that the flakes melt together, forming a durable shell that bonds strongly to the material. Coating with flakes is becoming more and more common for several reasons: it provides very effective corrosion protection, it can be combined with a mixture of e.g., lubricants and it is a relatively environmentally friendly process.
Polytetrafluoroethylene
The plastic PTFE, known by the brand name Teflon, is often used in combination with metallic corrosion protection to give fasteners the desired amount of friction. In addition to extreme friction characteristics, PTFE is also a durable plastic that does not age, is not broken down by UV rays and is highly resistant to heat and chemicals.
Xylan
Xylan is a brand name and a family of fluoropolymer coatings which often contains PTFE. Xylan® provides lubrication as well as wear, heat and corrosion resistance. The coating can be colored to suit different applications.
Facts: Compounds
Zinc
Zinc is less noble than iron, which in simple terms means that zinc will corrode first in water when zinc and iron are together. Even when the iron is directly exposed to corrosion, it gets a certain amount of protection from the presence of zinc. In relative terms, zinc is also an environmentally friendly metal that is available in large quantities and is reasonably cheap. And despite the fact that it “sacrifices itself” for the iron, it corrodes very slowly in most conditions. The combination of all of these characteristics gives zinc a unique position with respect to corrosion protection. Zinc is used both in pure form and in alloys. It is applied through the processes of electrogalvanisation, hot dip galvanisation or flakes (see the section Zinc flakes to the left).
Zinc alloys
Combining other metals enhances the zinc coating’s characteristics in various ways.
Zinc-iron contains a very small amount of iron – only about 1–1.5 percent – but this is enough to make the material better suited to passivation (see the section Passivation to the left).
Zinc-nickel normally has a nickel content of about 12 percent, which gives this alloy several advantages compared to pure zinc. Among other things, it can withstand higher temperatures and functions better in contact with certain other materials such as aluminium and pressure-treated wood.
Zinc-aluminium is applied in the form of flakes and is a common coating on high-strength steel used in very demanding conditions such as offshore and the auto industry.
Like this article and want more?
Get engineering and bolting insights delivered straight to your inbox. Subscribe to our insights newsletter now!





Share this article
