STANDARDER: På jagt efter det rette gevind
Gevindstandarder er blandt de ældste standarder i verden - alle kategorier inkluderet. I dag har DIN, ISO og UTS blevet de dominerende standarder blandt utallige andre - hvilket skaber et potentielt minefelt, hvor et forkert valg kan føre til dyre samlingsfejl. Bolted udforsker historien, udviklingen og fremtiden for disse vigtige, men ofte overset standarder.
Det kan virke kontraintuitivt, at noget med bare et par funktioner har genereret så mange standarder. Generelt har et skruegevind to hovedfunktioner: at konvertere roterende bevægelse til lineær bevægelse som i tilfælde af kraftgevind og at holde dele sammen, hvilket forhindrer åbning eller glidning af de fastspændte dele som i tilfælde af gevindbolte.
Standardisering af skruegevind har udviklet sig siden begyndelsen af det 19. århundrede for at lette kompatibilitet mellem forskellige producenter og brugere. I slutningen af det 19. og det tidlige 20. århundrede fandt ingeniører ud af, at det var en mangesidet og udfordrende opgave, at tilpasse standardisering. Det krævede mere end blot standardisering af hoveddiameteren og rulningsdiameteren for et bestemt gevind var. Det var i denne æra, at mere komplicerede analyser tydeliggjorde, hvor vigtige variabler som rulningsdiameter og overfladefinish er.
Metriske gevind blev for det meste ensartet i 1898 af den internationale kongres til standardisering af skruegevind, men separate metriske gevindstandarder blev brugt i Frankrig, Tyskland og Japan, og schweizerne havde et sæt gevind til ure.
Standardiseringsprocessen foregår stadig, og konkurrerende metriske og imperialistiske gevindstandarder bruges stadig i vid udstrækning. Standardgevind identificeres almindeligvis ved korte bogstavkoder, som også inkluderer præfikset for de standardiserede betegnelser for individuelle gevind.
Yderligere produktstandarder identificerer foretrukne geometrier for skruer og møtrikker, baseret på gevindstandarderne, for at imødekomme specielle krav til applikationer især og for at lette kompatibilitet med tilspændingsværktøjer og skruenøgler.
Ifølge Hendrik Hubbertz fra AFS (Advanced Fastening Solutions GmbH), et spin-off-firma fra University of Siegen i Tyskland, har forskellige standarder udviklet sig over tid. Dette skyldes behovet for at imødekomme krav såsom nem håndtering, belastningskapacitet og stramningshastighed eller tid til stramning, hvilket er hurtigere for en højere gevindvinkel.
”Der er et ekstremt stort udvalg af gevindstandarder, når det kommer til kraftgevind og gevindfastgørelse, selvom kun et begrænset antal standarder typisk bruges til gevindfastgørelse,” siger han.
De vigtigste er ISO- og UTS-standardgevind, som hovedsagelig bruges i maskinteknik.
”Der er også standarder for selvskærende og gevinddannende skruegevind, som i stigende grad anvendes i maskinteknik med metaller og plast,” siger Hubbertz.
Der er også standarder for gevind i rør og specielle profiler. For kraftige gevind er der standarder som kugleskrue (rullende spindler) og trapezformet gevind.
”Det dårlige ved de mange standarder er, at de forårsager stor kompleksitet,” siger Hubbertz. "Men opadrettede er, at standarder gør udskiftning nemmere og også har lave produktionsomkostninger i store serier, hvilket i virkeligheden er grunden til standardiseringen i første omgang."
De fleste trekantede gevindformer er baseret på en flangetrekant og kaldes V-gevind på grund af formen på bogstavet V. For 60-graders V-gevind er den ligebenede trekant mere specifikt ligesidet. For understøtningsgevind er trekanten asymetrisk.
Den hyppigst anvendte gevindform til fastgørelse er den 60-graders gevindform, der findes i den metriske ISO-gevind og i FN-serien. Andre gevindstandarder bruges undertiden til specielle anvendelser, såsom inden for medicinsk teknologi, inden for luftfartsteknik eller astronautik.

Boltegevind er ikke lavet helt skarpe på grund af omkostningsårsager i produktion af store serier. Udover en tilstrækkelig stor roddiameter skal de bruge en veldefineret gevindbundradius til høj belastningskapacitet med hensyn til vibrationsbelastninger for at undgå metaltræthedsfejl. Gevind har altid brug for en tolerance med tæt diameter, hvis ikke interferens med gevindet kan forekomme. Gevinddiameterens tolerance er også vigtig for at forhindre gevindstripping i applikationer.
De to vigtigste ting, man skal overveje, når man vælger gevind til en applikation, siger Hubbertz, er funktion – belastningskapacitet gennem levetiden - og håndtering - logistik, montering og brugerviden.
”Valg af den forkerte standard kan føre til fremstillingsproblemer med stigende produktionsomkostninger på grund af produktionsstop,” siger han. "Den forkerte standard kan også føre til funktionstab, hvilket kan resultere i et defekt produkt, som er dyrt at genskabe."
Gevindprofiler bortset fra ISO-metriske skruegevind bruges stadig almindeligt i specifikke applikationer og i visse regioner. Dette er hovedsageligt på grund af bagudkompatibilitet. Selv i dag, over et halvt århundrede siden UTS afløste de nu afviklede serier, sælger virksomheder stadig hardware med de gamle betegnelser som “SAE” og “USS” for at formidle imperialistiske størrelser i modsætning til UTS. Det meste af denne hardware er faktisk lavet til UTS-standarder, men mærkning og katalogisering er ikke altid præcis, hvilket øger forvirringen omkring gevindstandarder.
"I fremtiden vil spørgsmål som optimering af funktioner med hensyn til mere belastningskapacitet og bedre monteringsadfærd påvirke udviklingen af standarder," siger Hubbertz. ”Der vil sandsynligvis være en konvertering fra arbejdsstandarder til generelle standarder. Enheden af standarder over hele verden vil også finde sted. ”
Når man hælder til en fælles standard: En ufuldstændig historie med gevindstandarder
Det 3. århundrede f.Kr.
Archimedes, der levede i det 3. århundrede f.Kr. Grækenland, krediteres undertiden som opfinderen af skruen. Men ingen ved det med sikkerhed.
1800 tallet:
Henry Maudslay udvikler den første industrielle skrue-drejebænk. Dette sætter scenen for standardisering af skruegevindstørrelser.
1841
Joseph Whitworth udtænker det britiske Whitworth-system, det første nationalt standardiserede system.
1864
William Sellers præsenterer det inch-baserede United States Standard gevind (USS gevind), en af hans mere end 90 patenter, som forenkler gevindskæring.
1898
Den internationale kongres for standardisering af skruegevind i Zürich tager et dristigt skridt i at ensrette de metriske gevindstandarder.
1947
Det internationale system for enheder (ISO) er grundlagt og åbner for det metriske systems udvidelse.
1949
United Thread System (UTS) bliver vedtaget med det formål at samle de inch-baserede gevindstandarder.
Kilde: Wikipedia
Gevind standardfakta
De mest almindelige gevind i brug i dag er ISO-metriske skruegevind (M) til de fleste formål og BSP-gevind (R, G) til rør. Disse var blandt de første internationale standarder, der blev aftalt, da Den Internationale Standardiseringsorganisation blev oprettet i 1947.
Designprincipperne for ISO-metriske metriske skruegevind (gevind i “M” -serien) er defineret i international standard ISO 68-1. Hvert gevind er kendetegnet ved dens største diameter D og dens hældning P.
ISO metrisk grovgevind DIN 13-1 er en globalt standardiseret gevindprofil. Mærkaten består af bogstavet M efterfulgt af et tal, der angiver den nominelle diameter. Flankevinklen er 60 grader. For hver grovgevindstørrelse med den nominelle diameter defineres også stigningsværdien.
ISO metrisk fint gevind DIN 13-2 til 13-11: Sammenlignet med standard gevind har et fint gevind en mindre hældning, hvilket muliggør højere forspændinger og giver en lavere risiko for selvløsning ved højeste belastning. For eksempel bruges det også til justeringsskruer i måleinstrumenter, da det giver mulighed for finere indstillinger. Udtrykket består af bogstavet M, den nominelle diameter og hældningen (f.eks. M12 x 1,5); flankevinklen er igen 60 grader.
Unified Thread Standard (UTS) definerer en standard gevindform og serie - sammen med tilladelser, tolerancer og betegnelser - til skruegevind, der stadig bruges ofte i USA og Canada. Det er den vigtigste standard for bolte, møtrikker og en lang række andre gevindbeslag, der anvendes i disse lande.
UTS har den samme 60-graders profil som ISO-metrisk skruegevind, men de karakteristiske dimensioner for hver UTS-gevind (ydre diameter og hældning) blev valgt til at blive vist som en brøk af tommer i stedet for en millimeterværdi. Definitionen af tilladte tolerancer er dækket af tolerancegrupper, hvilket er forskelligt i forhold til ISO-metrisk gevind. UTS styres i øjeblikket af ASME / ANSI i USA.
Standardbetegnelsen for et UTS-gevind er et tal, der angiver gevindets nominelle (store) diameter efterfulgt af antallet af gevind pr. Tomme (f.eks. 3/8 - 12). For diametre mindre end 1⁄4 tomme angives diameteren med et heltal defineret i standarden; for alle andre diametre er tomme-figuren angivet.
UNC-gevind ANSI B1.1: UNC - samlet grov gevind. NC- og UNC-gevind er udskiftelige på en analog måde som metrisk og ISO-metrisk gevind. Flankevinklen er 60 grader.
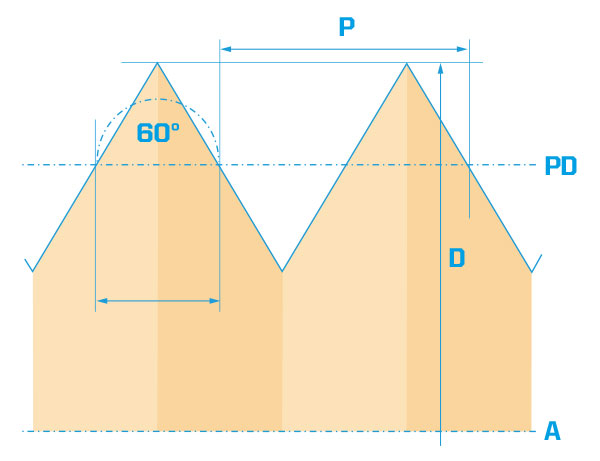
Gevindets standardfakta - Grundgevind: P = Pitch, D = Major (nominel) diameter, 60 ° = Gevindvinkel, PD = Pitch-diameter, A = skrue-gevindakse