Standards: the search for a red thread
ねじ山の規格は全てのカテゴリーを含んでも世界で最古に属する規格です。今日では、DIN、ISO、UTSが作成され、これらは他の膨大な量の規格の中でも優勢な規格になってきています。さらに間違った規格を選択すると接合部に故障が発生し、コスト増につながるという潜在的に危険を含んでいます。
限られた機能を持つ機械要素が膨大な数の規格を生み出してきたことは、理解しがたいことではないでしょうか。一般的にねじ山には、主に2つの機能があります。1つはパワースレッドと呼ばれる回転の動きを線形の動きに変換すること。もう1つは、ねじ部品のようにパーツ同士を合わせて固定し、開口や相対するパーツのずれを防止することです。
ねじ山に関する標準化の動きは19世紀初頭から進化してきました。はじめは異なるメーカー・ユーザー間で互換性を保つことが目的でした。19世紀後半から20世紀初頭にかけて技術者らは、あらゆるねじ 商品の山の外径、ピッチを統一することよりも、信頼できるねじ山の互換性を保証することの方が、多面的で困難な作業であることが分かりました。例えば、これまでよりも複雑な分析によって、ピッチ径や表面仕上げなどがいかに重要な変数であるかがこの時期に明らかにされています。
その後、ねじ山の標準化に関する国際会議によってメートルねじがほぼ統一されたのは1898年のことでしたが、フランス、ドイツ、日本では別のメートルねじの規格が用いられており、またスイスでは腕時計用に一連のねじ山がありました。
標準化のプロセスはまだ続いています。依然として、メートル規格のねじとインチ規格のねじが競合して広く使用されています。標準的なねじ山は共通の短い文字コードで識別されていますが、これにも、コードの前に個々のねじの規格識別のための文字が入っています。 他にも特殊なアプリケーションの要求に応える為、ねじやナットの形状、ねじ山形状、専用の締め付け工具やレンチなどを独自に制定した規格も確認されています。
ジーゲン大学から派生した企業のアドバンスト・ファスニング・ソリューションズGmbH社(AFS)のヘンドリック・フバーツ氏によれば、異なる標準が時間をかけて進化してきたそうです。その理由は、取り扱いやすさ、許容荷重、締め付け速度つまり締め付けに要する時間などの要求に対応するためです。この締め付け速度はピッチが大きくなるほど早くなります。
「パワースレッドやねじ部品について言えば、ねじ山の規格は膨大な数にのぼります。もっとも、ねじ締めでよく使用されているものは、ほんの一握りに過ぎませんが。」とフバーツ氏は言います。
最も重要なものはISO規格とUTS規格のねじ山で、主に機械工学で使用されています。
「また、タッピングねじやドリルねじの世界にも規格はあり、金属やプラスチックを使用する機械工学で使用されることが多いです。」とフバーツ氏は語ります。
配管や特殊形状で使用されるねじ山にも規格はあります。パワースレッドの場合は、ボールねじ(ローリングスピンドル)や台形ねじなどの規格があります。「このように多くの規格があることはよいことではありません。複雑になるだけです。」と
彼は言います。
「しかし、利点もあります。規格は交換を容易にし、大量連続生産のコスト削減になります。これがそもそもの標準化の原点なのです。」
ねじのほとんどはねじ山側面が三角形で、その形状がV文字であることからV型ねじと呼ばれています。Vの形状が60°のねじは、二等辺三角形、つまり等辺です。他に、のこ歯ねじの場合はこの三角形は不等辺になっています。ねじ締めに最も使用されているものは、60°角のねじ形状を持つもので、ISO規格メートルねじやUNシリーズにみられるものです。特殊用途では別のねじ山規格が使用されることもあります。医療技術の分野や航空工学すなわち航空学などが例として挙げられます。

ねじ山は完全に鋭利には作られていません。大量連続生産時にコストがかかりすぎるからです。疲労破断を防ぐためと、振動負荷の点で許容荷重を高くするために、ねじの谷径を十分に大きくすること以外に、ねじ谷を明確な形状の丸みにする必要があります。ねじの直径は必ず誤差を小さくする必要があります。そうでなければ、接合するねじ山との間に相互干渉が起こります。ねじ径の誤差も、使用したときにねじが剥離しないために重要です。
フバーツ氏によれば、ある用途にどのねじを使用するかを検討する場合に、考えなければならない最も 重要なことが2つあるといいます。それは機能、つまり許容荷重の経年変化と、取り扱いの方法すなわち入手性、組み立て、ユーザの知識です。
「規格の選択を間違えると製造上の問題が発生し、生産停止になり、生産コストが増加します。」とフバーツ氏は言います。「ねじがその機能を果たすことができなくなり、欠陥製品が発生するかもしれません。リコールするとなると膨大な費用が掛かります。」
ISO規格メートルねじ以外のねじの形状は、特殊な用途や地域によっていまだによく使用され続けています。そのほとんどの理由が上位互換性を確保するためです。
UTS規格で製造されているハードウェアが、実はUTS規格ではなく、「SAE」や「USS」など旧型呼称のものを使っている場合もあります。しかし製品ラベルやカタログにこのことが載っているとは限りません。このようなことがねじ山規格をさらに混乱させているのです。
フバーツ氏は言います。「将来的には、さらに大きな許容荷重と組み立ての改善という点で機能の最適化を行うなどの問題が規格開発に影響を与えることになるでしょう。おそらく作業標準から一般標準への変換が起こることになるでしょう。規格を世界的に統一するということも起こるかもしれません。」
共通規格が生まれるまで:ねじ規格の歴史
紀元前3世紀
紀元前3世紀のギリシャに現れたアルキメデスが、ねじの発明家であるという説がある。
1800年
ヘンリー・モーズリーは、初の業務用ねじ切装置を開発し、ねじ山のサイズ標準化のための舞台を築いた。
1841年
ジョセフ・ウィットワースは、初の国内標準化システムとなる英国規格ウィットワースシステムを考案。
1864年
ウィリアム・セラーズは、インチ系の米国標準ねじ(USSねじ)を提示。取得した90件に余る特許の1つとなる。ねじ切作業が簡素化される。
1898年
ねじ山の標準化に関する国際会議がチューリッヒで開かれ、混在していたメートルねじ山の規格の統一化のための大きな一歩を記す。
1947年
国際標準化機構(ISO)が定められ、メートル規格の拡大の扉を開く。
1949年
インチ基準のねじ山規格を統合することを目的に、ねじ統一規格(UTS)が採択。
資料:ウィキペディア
ねじ規格にまつわる事実
今日、最もよく使用されているねじ山はISO規格メートルねじ(M)とBSPねじ(R, G)で、前者はほとんどの目的に使用されており、後者は配管に使用されています。これらは、1947年に国際標準化機構が設立されたときに合意された初の国際基準のうちの2つです。
メートルねじにつけられた「M」という呼称は、ねじの名目上の外径がミリメートルで表示されていることを示します(たとえば、M6とは名目上の外径が6mmのねじです)。
ISOの汎用メートルねじ(Mシリーズのねじ山)の設計基準は国際規格ISO68-1で規定されています。1つ1つのねじ山は、外径DとピッチPで規定されています。
ISOメートル基準並目ねじDIN13-1は世界標準のねじ山の形状です。このねじ山の名称は、Mとそれに続く名目径の数字で構成されています。フランク角は60°です。並目ねじのサイズは名目径とともにピッチの値も規定されています。
ISOメートル細目ねじDIN13-2から13-11は、標準的なねじ山に比べピッチが狭くなっています。この狭いピッチは軸力のピークによってねじ自身が緩むリスクを軽減する上、より高い与圧を許容します。たとえば測定装置に使われている調節ねじを調整するために使用されています。これは、細目のほうが微細に調整することができるからです。識別符号はMの文字、名目径、ピッチ(例:M12の1.5倍)で表記し、フランク角も60°です。
ねじ統一規格(UTS)は、遊び、許容誤差、呼称とともに、標準的なねじの形状やシリーズを規定しています。ねじ山は、まだ 米国やカナダで使用されることが多いためです。 UTSはこれらの国々で使用されるボルト、ナット、および様々なねじ部品に関する主な規格です。 UTS系のねじ山は、ISOのメートルねじと同じ60°の形状をしていますが、その特徴的な寸法(外径とピッチ)は、ミリメートルではなくインチで表示されます。許容誤差は、範囲で規定されるところがISOメートルねじと異なるところです。現在、米国のUTSはASME/ANSIに準拠しています。UTSねじの標準的な呼称は名目外径を表す数字と1インチ当たりのピッチ数(例:3/8~12)で表記されます。1/4インチよりも小さい直径は、規格で規定される整数で表されます。その他の径はすべてインチで表されます。
■UNCねじANSI B1.1―統一並目ねじ
※NCねじとUNCねじは、メートル基準のねじとISOメートルねじのようにアナログ互換性があります。フランク角は60°です。
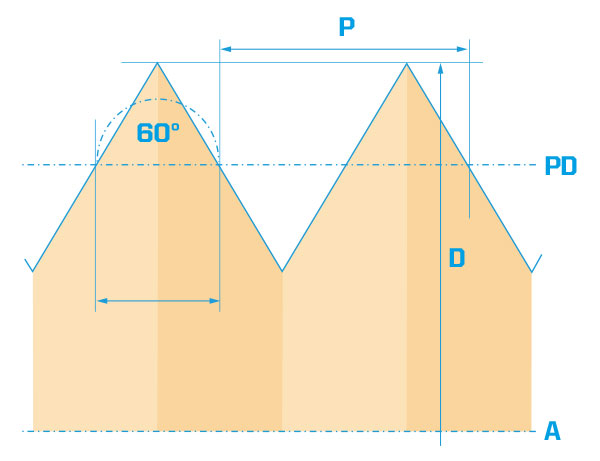
Thread standard facts - Basic thread: P = Pitch, D = Major (nominal) diameter, 60° = Thread angle, PD = Pitch diameter, A = Axis of screw thread




