Standards: the search for a red thread
Thread standards are among the oldest standards in the world – all categories included. Today DIN, ISO and UTS have emerged as the dominant standards among countless others – creating a potential minefield where a wrong choice can lead to expensive joint failures. Bolted explores the history, the evolution and the future of these crucial but often overlooked standards.
It may seem counter-intuitive that something with basically just a few functions has generated so many standards. In general, a screw thread has two main functions: to convert rotary motion into linear motion as in the case of power threads, and to hold parts together preventing opening or sliding of the clamped parts as in the case of threaded fasteners.
Standardization of screw threads has evolved since the early 19th century to facilitate compatibility between different manufacturers and users. During the late 19th and early 20th centuries, engineers found that ensuring the reliable interchangeability of screw threads was a multi-faceted and challenging task requiring more than standardization of the major diameter and pitch for a certain thread. It was during this era that more complicated analyses made clear just how important variables such as pitch diameter and surface finish are.
Metric threads were mostly unified in 1898 by the International Congress for the Standardization of Screw Threads, but separate metric thread standards were used in France, Germany and Japan, and the Swiss had a set of threads for watches.
The standardization process is still going on, and competing metric and imperial thread standards are still widely used. Standard threads are commonly identified by short letter codes, which also include the prefix of the standardized designations of individual threads.
Additional product standards identify preferred geometries for screws and nuts, based on the thread standards, to meet special requirements of applications in particular, and to facilitate compatibility with tightening tools and wrenches.
According to Hendrik Hubbertz, of AFS (Advanced Fastening Solutions GmbH), a spin-off company from the University of Siegen, Germany, different standards have evolved over time. This is due to the need to meet requirements such as easy handling, loading capacity, and the tightening speed or time for tightening, which is more rapid for a higher pitch.
“There is an extremely large variety of thread standards when it comes to power threads and threaded fastening, although only a limited number of standards are typically used for threaded fastening,” he says.
The most important are ISO and UTS standard threads, which are mainly used in mechanical engineering.
“There are also standards for self-tapping and thread-forming screw threads, which are increasingly used in mechanical engineering with metals and plastics,” Hubbertz says.
There are also standards for threads in piping and special profiles. For power threads, there are standards such as ball screw (rolling spindles), and trapezoid thread.
“The bad thing about the many standards is that they cause great complexity,” says Hubbertz. “But the upside is that standards facilitate easy replacement, and low costs for large series production, which is really the origin of standardization.”
Most triangular thread forms are based on a flank triangle, and are called V-threads because of the shape of the letter V. For 60-degree V-threads, the isosceles triangle is, more specifically, equilateral. For buttress threads, the triangle is scalene.
The most frequently used thread form for fastening is the 60-degree thread form found in the metric ISO thread and in the UN series. Other thread standards are sometimes used for special applications, such as in medical technology, in aeronautical engineering or astronautics.
 Screw threads are not made perfectly sharp due to cost reasons in large series production. Besides a sufficiently large root diameter, they have to use a well-defined thread-root radius for high loading capacity regarding vibrational loads to avoid fatigue failures. Threads always need a tight diameter tolerance, if not interference with the mating thread may occur. The thread diameter tolerance is also important to prevent thread stripping in applications.
Screw threads are not made perfectly sharp due to cost reasons in large series production. Besides a sufficiently large root diameter, they have to use a well-defined thread-root radius for high loading capacity regarding vibrational loads to avoid fatigue failures. Threads always need a tight diameter tolerance, if not interference with the mating thread may occur. The thread diameter tolerance is also important to prevent thread stripping in applications.
The two most important things to consider when choosing threads for an application, Hubbertz says, are function – loading capacity over lifetime – and handling – logistics, assembly, and user knowledge.
“Choosing the wrong standard can lead to manufacturing problems with increasing production costs due to standstills,” he says. “The wrong standard can also lead to loss of function resulting in a defective product, which is expensive to recall.”
Thread profiles other than the ISO metric screw threads remain commonly used in specific applications and in certain regions. Mostly this is for backwards compatibility reasons. Even today, over a half-century since the UTS superseded now defunct series, companies still sell hardware with the old designations such as “SAE” and “USS” to convey imperial sizes as opposed to UTS. Most of this hardware is in fact made to UTS standards, but the labelling and cataloguing terminology is not always precise, which adds to the confusion around thread standards.
“In the future, issues such as optimizing functions in terms of more loading capacity and better assembly behaviour will influence the development of standards,” Hubbertz says. ”There will probably be a conversion from work standards to general standards. The unification of standards worldwide will also take place.”
Pitching for a common standard: An incomplete history of thread standards
3rd century BC
Archimedes, living in 3rd century BC Greece, is sometimes credited as the inventor of the screw. But no one knows for sure.
1800
Henry Maudslay develops the first industrially practical screw-cutting lathe,
setting the stage for standardisation of screw thread sizes.
1841
Joseph Whitworth devises the British Standard Whitworth system, the first
nationally standardised system.
1864
William Sellers presents the inch-based United States Standard thread (USS thread), one of his 90-plus patents, which simplifies thread cutting.
1898
The International Congress for the standardization of screw threads at Zurich takes a bold step in unifying the disarray of metric thread standards.
1947
The International System of Units (ISO) is founded, opening for the metric system’s expansion.
1949
The United Thread System (UTS) is adopted aiming to unify the inch-based thread standards.
Source: Wikipedia
Thread standard facts
The most common threads in use today are the ISO metric screw threads (M) for most purposes and BSP threads (R, G) for pipes. These were among the first international standards agreed upon when the International Organization for Standardization was set up in 1947.
The design principles of ISO general-purpose metric screw threads (“M” series threads) are defined in international standard ISO 68-1. Each thread is characterized by its major diameter D and its pitch P.
The ISO Metric Coarse Thread DIN 13-1 is a globally standardized thread profile. The label consists of the letter M followed by a number indicating the nominal diameter. The flank angle is 60 degrees. For each coarse thread size with the nominal diameter, the pitch value is also defined.
ISO Metric Fine Thread DIN 13-2 to 13-11: Compared to standard threads, a fine thread has a smaller pitch, which allows higher preloads and provides a lower risk of self-loosening at load peaks. For example it is also used for adjusting screws in measuring instruments as it allows for finer settings. The term consists of the letter M, the nominal diameter and the pitch (e.g. M12 x 1,5); the flank angle is again 60 degrees.
The Unified Thread Standard (UTS) defines a standard thread form and series – along with allowances, tolerances, and designations – for screw threads still often used in the United States and Canada. It is the main standard for bolts, nuts, and a wide variety of other threaded fasteners used in these countries.
UTS has the same 60-degree profile as the ISO metric screw thread, but the characteristic dimensions of each UTS thread (outer diameter and pitch) were chosen as an inch fraction rather than a millimetre value. The definition of allowed tolerances is covered with tolerance groups, which is different compared to ISO metric thread. The UTS is currently controlled by ASME/ANSI in the United States.
The standard designation for an UTS thread is a number indicating the nominal (major) diameter of the thread, followed by the number of threads per inch (e.g. 3/8 – 12). For diameters smaller than 1⁄4 inch the diameter is indicated by an integer number defined in the standard; for all other diameters, the inch figure is given.
UNC Thread ANSI B1.1: UNC – Unified Coarse Thread. NC and UNC threads are interchangeable, in an analogous manner like the metric and the ISO metric thread. The flank angle is 60 degrees.
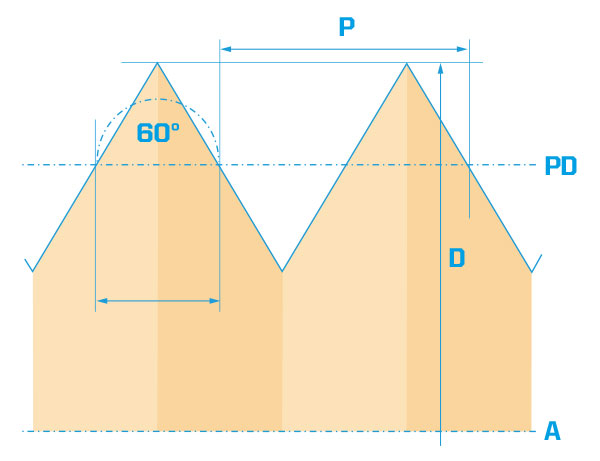
Thread standard facts - Basic thread: P = Pitch, D = Major (nominal) diameter, 60° = Thread angle, PD = Pitch diameter, A = Axis of screw thread




